Three-Thread Fleece Fabric
The fabric that carries a hoodie through winter. Three-thread fleece knits three separate yarns and then brushes the inner face into a warm, lofted nap — 280–380 g/m², from pure cotton to cotton/polyester/elastane blends. At RT Tekstil we knit, dye, brush and finish it under one roof, so whether you are building a heavy crew sweat or a full tracksuit, we raise the loft to the warmth you are targeting.
See your winter shade on real fabric.
Three-thread fleece is dyed in our integrated dyehouse with reactive and disperse dyes; with lab-dip approval and a zero color-deviation target, bulk production matches the first approved swatch. On a brushed cloth the shade sits differently on the lofted inner nap than on the flat outer face, so dye depth is checked on both. The card below shows the deep, cool-weather palette winter collections lean on — every shade is photographed on real fabric at order stage.
Note: on-screen tones show structure only; the binding color reference is given by Pantone and lab-dip. On a brushed surface the direction of the nap can shift the tone slightly; for any custom shade we run a dedicated lab-dip.
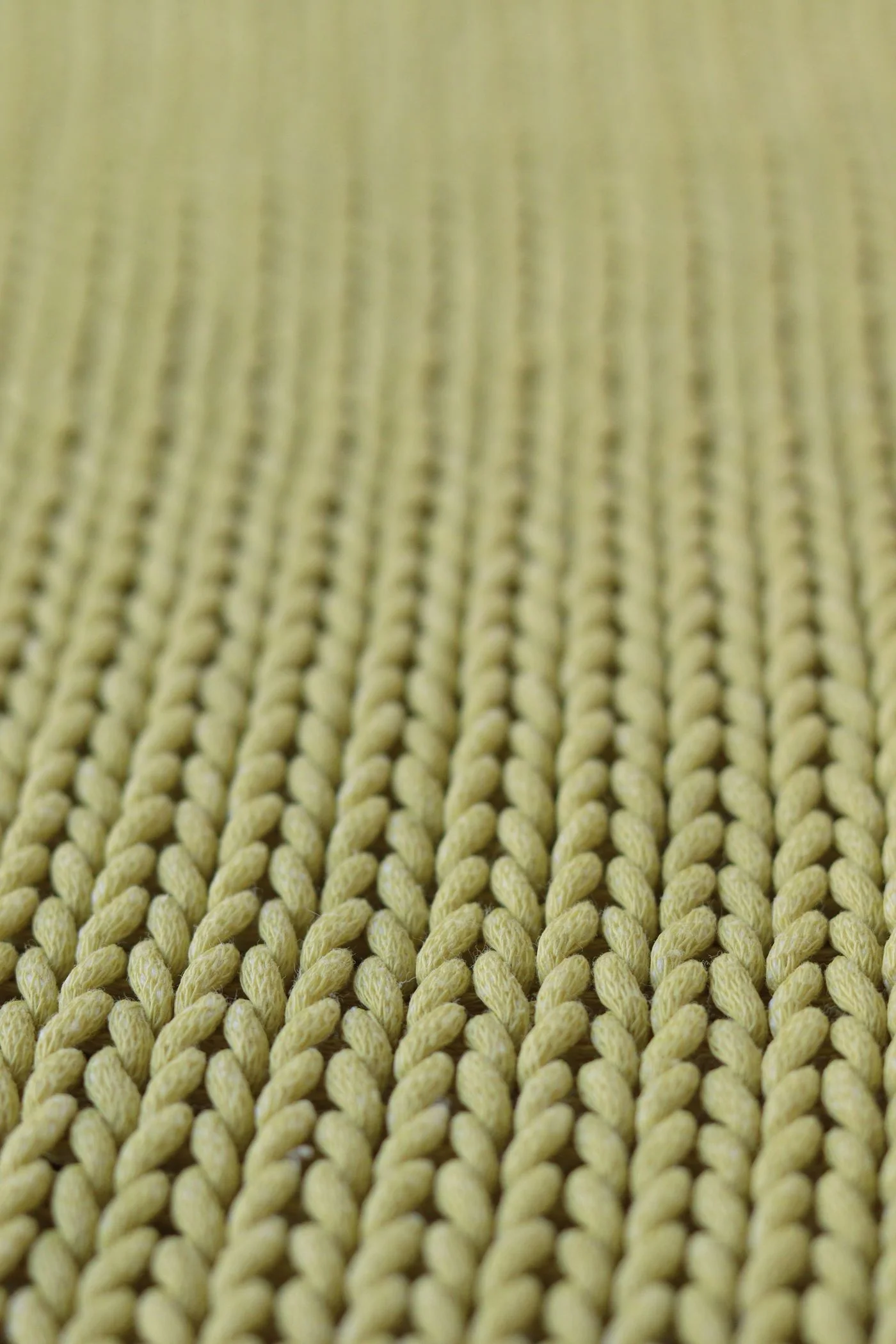
Three yarns knitted into a warm sweat base.
Three-thread fleece takes its name from the three separate yarns worked into the structure: a ground (face) yarn that forms the clean outer surface, a fine binder yarn that locks the loops together, and a thick fleece (lay-in) yarn left floating on the inside. The outer face reads as a smooth, even knit, while the heavy inner yarn is raised by brushing to release the soft, warm nap that defines the fabric. The result is a dense, insulating cloth that holds heat against the body — the core base for winter hoodies, joggers, tracksuits and heavy crew sweats.
Warmth does not come from weight alone; it comes from the thickness of that third yarn and the quality of the brushing. The fuller and more even the raised fibers, the more still air the inner face traps — and trapped air is what keeps heat at the skin. Add elastane and the fabric gains recovery and shape, which makes it sit cleanly against the rib-knit used at cuffs, waistbands and hoods. Weight, yarn count and brushing density are all tuned to the end use.
Three-thread vs two-thread: it is the inside that differs
This is the point most buyers conflate. Two-thread fleece is built from a ground and a binder yarn and its inside is usually left flat (unbrushed) — it is lighter and mid-season (220–280 g/m²). Three-thread fleece adds the thick fleece yarn and the inside is brushed into a nap, so it is heavier, fuller and noticeably warmer. In short: for a sweatshirt to layer over a tee, reach for two-thread; for a hoodie that has to carry the cold, reach for three-thread.
And it is not polar fleece
Polar fleece is a different animal: typically a 100% polyester pile fabric brushed on both faces, very light for its warmth and fully synthetic in hand. Three-thread fleece is a cotton-based knit sweat — brushed on the inner face only, with a clean knit face outside and a natural, weighty drape. It is the difference between a soft synthetic mid-layer and a substantial cotton hoodie that holds its structure.
Three-thread fleece delivers the warmth and loop-back structure demanded in heavyweight sweatshirts and hoodies; pairing it with two-thread fleece lightweight fabric allows brands to offer a tiered warmth story within one range. Single jersey knit fabric complements three-thread fleece in panel-blocked designs or as a smooth contrast lining, and rib knit elastic-recovery fabric is the standard choice for the cuffs, hems, and hoods that finish a fleece garment. To evaluate your options further, see our single jersey, French terry and three-thread comparison or explore the knitted-fabrics collection overview.
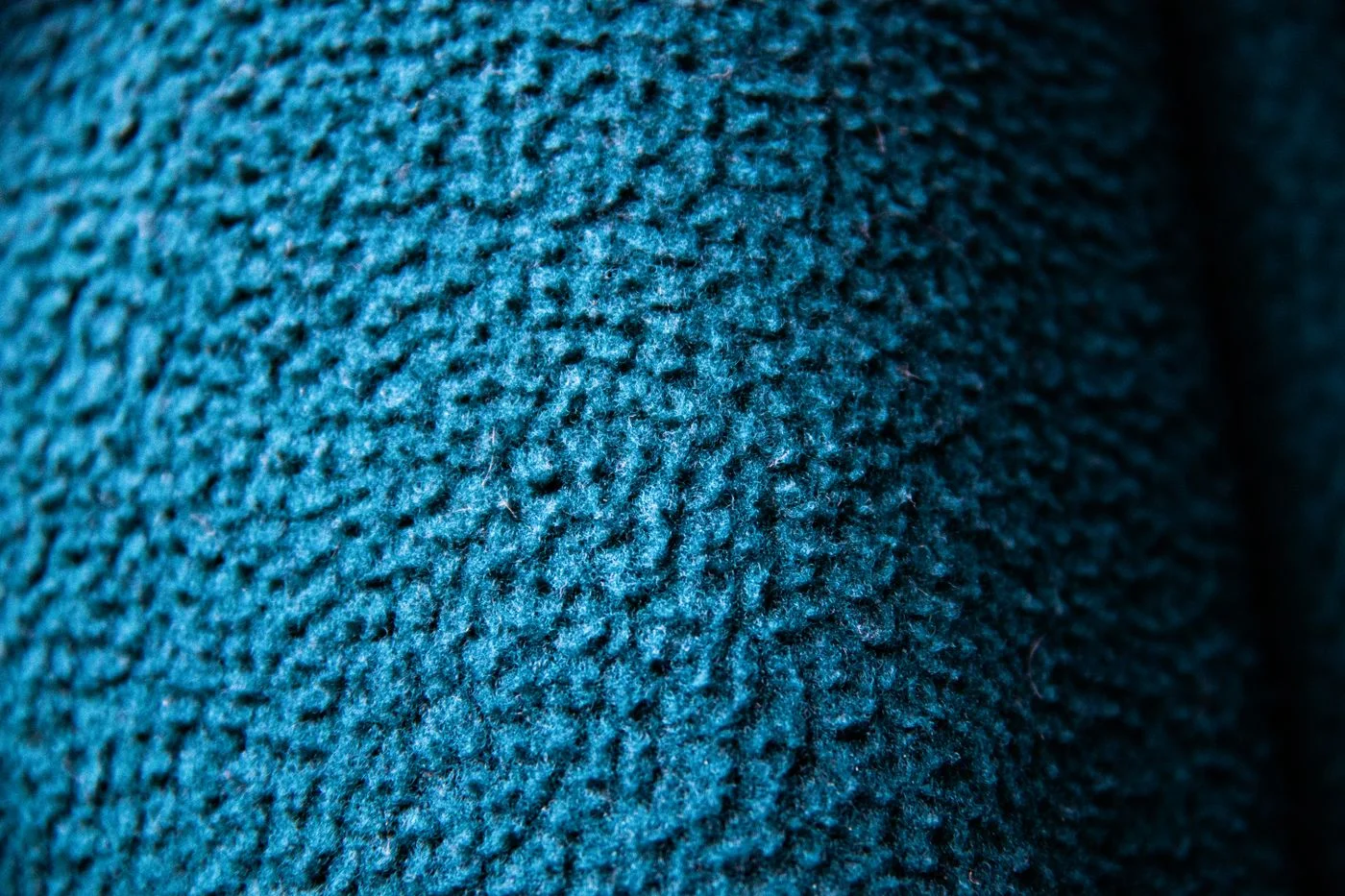
Process · Brushing / raisingBrushing the inner face: how loft, warmth and the fleecy hand are built.
The step that sets the warmth of three-thread fleece is not the knitting — it is the brushing (also called raising or napping). After dyeing, the greige cloth runs through a raising machine whose rotating, wire-covered rollers catch the fibers of the thick inner fleece yarn and pull them to the surface, lifting them into a nap. Only the inner face is worked; the outer face stays flat and clean. Between the raised fibers sits a layer of still air — and it is that trapped, motionless air, not the cotton itself, that does the insulating.
Single vs double brushing
- Single brush: one raising pass — a lighter, denser nap with strong fiber anchorage; cleaner surface, lower pilling tendency.
- Double brush: a second, often reverse, pass — taller, softer, plusher loft and more warmth, but the fibers are worked harder.
- One direction: raising is applied to the inner face only; the outer face keeps its flat knit appearance.
The loft-vs-pilling trade-off
- Taller loft = softer + warmer but a longer, looser fiber tip is easier to abrade into pills.
- Over-brushing frays and thins the yarn: the surface fuzzes, sheds and loses body over washes.
- Finishing helps: a softening finish settles the nap and cuts shedding in the first washes.
Brushing also moves the numbers, not just the hand. Each raising pass lifts fiber and adds a little air and softness while shaving a touch of weight and tensile strength off the yarn — so the brief is a balance, not a maximum. Two cloths can both read 330 g/m² yet feel different: the warmer one simply has a fuller, better-controlled nap. We set brushing depth against pilling resistance and target weight on your specific fabric, and prove it on the sample before bulk — a well-raised fleece stays lofted, resists pilling and keeps its nap wash after wash.
Technical dataSpec summary.
| Property | Value / range | Note |
|---|---|---|
| Weight | 280–380 g/m² | 280–320 standard hoodie · 320–350 full-bodied · 350–380 heavy / outerwear |
| Composition | Cotton · cotton/polyester · cotton/polyester/elastane | Recipe set by end use |
| Knit / inner face | Three-thread fleece — brushed inner face | Ground + binder + fleece yarn; nap raised on the inside only |
| Width | Open width | Typically ~180–200 cm; to request, suited to the cutting plan |
| Stretch | Stable; elastane optional | Elastane adds recovery for cuff/waistband structure |
| Shrinkage | Controlled | Compacting (sanforizing) finish keeps it to a low, declared tolerance |
| Color fastness | OEKO-TEX® · lab-dip | Integrated dyehouse, zero color-deviation target |
What gets made from three-thread fleece.
The gallery below shows the cold-weather range three-thread fleece covers. Published images are filled with real garments made from this fabric (no stock imagery is used).
 Real
Real Real
Real Real
Real Real
RealBuilding a heavyweight hoodie: 280 vs 340 vs 380 GSM and the elastane question.
On three-thread fleece, GSM is the first decision and it maps almost directly to garment and season. Lighter weights keep the brushed warmth without the bulk; heavier weights move toward structured, premium and near-outerwear. The table below is the working shorthand we hand buyers when they tell us the garment and the climate.
| Weight | Best for | Hand & season | Typical blend |
|---|---|---|---|
| 280–300 g/m² | Standard hoodies, autumn joggers, retail volume | Warm but light; transitional and mild winter | 100% cotton or cotton/poly |
| 320–340 g/m² | Full winter hoodies, tracksuits, the all-round pick | Full-bodied, plush nap; true cold weather | Cotton/poly · cotton/poly/elastane |
| 360–380 g/m² | Heavy crew sweats, structured / premium, near-outerwear | Dense, weighty, holds its shape; deep winter | Cotton-rich, often with elastane |
Where cotton, poly and elastane fit
- Cotton-rich: the warmest, most natural hand and the cleanest brushed nap; the default for premium hoodies.
- Cotton/polyester: polyester adds tensile strength, lowers shrinkage and steadies the drape on bigger pieces.
- + Elastane: a few percent gives recovery — it keeps cuffs and waistbands snug, holds structure and stops bagging at knees and elbows.
Shrinkage control on heavy fleece
- Heavier = more to control: a thick brushed cloth carries more relaxation shrinkage, so finishing matters more, not less.
- Compacting (sanforizing): pre-shrinks the knit so the finished garment holds its measurements after washing.
- Declared tolerance: tell us your shrinkage target and we set the finish to hit it, then verify on the sample.
If you are unsure, start from the garment and the market temperature, not the GSM number. Tell us the piece — a layering hoodie, a deep-winter tracksuit, a structured heavy crew — and we recommend the weight, blend and brushing, then show it on a sample before any bulk commitment.
Why RT TekstilKnitting, dyeing and finishing under one roof.
Vertical integration means the whole route — from knitting the yarn to dyeing, brushing and finishing — stays in one set of hands. That buys two things on a brushed fleece: color consistency (lab-dip approval to bulk in the same tone) and delivery confidence (no dependence on outside sub-suppliers between steps). Our in-house dyehouse and color lab work to a zero color-deviation target, and because brushing is part of our own finishing line, the loft you approve is the loft you receive.
See the color card, start with a sample.
Share your target weight, blend and shade; we will prepare a three-thread fleece sample and quote at container scale.
Three-thread fleece, answered.
Two-thread fleece uses a ground and a binder yarn and its inside is usually left flat, making it lighter and mid-season (220–280 g/m²). Three-thread fleece adds a thick fleece yarn and the inner face is brushed into a warm nap, so it is heavier, fuller and noticeably warmer (280–380 g/m²). Two-thread is a sweatshirt to layer; three-thread is a hoodie for the cold.
Yes — the inner face is raised (brushed) into a soft, lofted nap; the outer face stays flat. The warmth comes from the still air trapped between the raised fibers, so a fuller, well-controlled nap insulates better. Brushing depth, and therefore warmth, is set on the sample to match your target.
280–300 g/m² suits standard and transitional hoodies; 320–340 g/m² is the all-round true-winter pick; 360–380 g/m² gives heavy, structured and near-outerwear pieces. Tell us the garment and the climate and we will recommend the weight and confirm it on a sample.
Any brushed cloth can pill if the nap is raised too tall or too loose. We balance loft against pilling resistance: controlled brushing, sound yarn and a settling finish keep shedding and pilling low while preserving warmth. Cotton/polyester blends further improve surface durability.
Cotton-rich gives the warmest, most natural hand and the cleanest nap. Adding polyester raises strength, lowers shrinkage and steadies drape on larger pieces. A few percent of elastane adds recovery, keeping cuffs and waistbands snug and holding structure. We set the recipe to your end use.
Heavier brushed cloth carries more relaxation shrinkage, so it is compacted (sanforized) in finishing to pre-shrink the knit and hold garment measurements after washing. Share your shrinkage tolerance and we tune the finish to meet it, then verify on the sample.
We work at container scale and the process is sample-first: it begins with a sample, and after color and weight approval the quote, lead time and production plan are confirmed through our central channel. Headquarters: Istanbul.